
RP Service Bureau Boosts Productivity with CNC Optimization
3-Dimensional Services, a rapid prototyping service bureau in Rochester Hills, MI, is a "one-stop shop" that operates around the clock to create prototypes, often within one day, for customers in the aerospace, automotive, appliance, furniture, medical device, and toy industries. The company's equipment lineup includes eight industrial laser systems that can cut metals up to ½" thick, plus vertical machining centers from Monarch Machine Tools, Awea, and Haas Automation.
Like other CNC machines, 3D's VMCs operated at pre-programmed constant feed rates over pre-defined geometric ranges. 3-D vice president Alan Peterson explains the problems the company encountered with conventional CNC machining: "The spindle is driven at a constant feed, which is too fast to cut dense areas," he says. "As a result, the cutter ‘chatters,' meaning it cuts too much material and leaves gouges in the surface finish."
Adaptive Solution
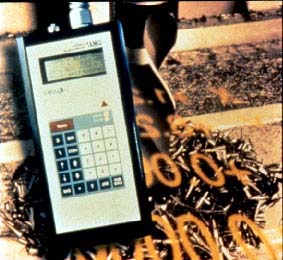
One way to minimize problems of poor workpiece surface finish and dimensional accuracy, and premature tool wear and breakage, would be to go to lower speeds and feeds—not a practical approach for a RP service bureau. Instead, 3-D decided to try OptiMil, a universal adaptive control for CNC milling/drilling machines and machining centers. The device constantly monitors tool load in real time during machining, mimicking the efforts of CNC programmers to optimize programmed cutting feeds and of operators to adjust feeds on the fly as they react to changing cutting conditions and machine noise.
When the adaptive control senses greater resistance in cutting, it reduces feedrates; when the resistance is lower, it increases feedrates. The real-time feedrate adjustments can substantially improve machining efficiency.
The unit operates automatically after a simple one-time setup. Jobs are set up on the basis of cutting parameters, workpiece materials, and basic tool parameters. Users may either key these parameters into the control, or let it "learn" the job from a sample cut. The unit can store parameter values for up to 96 tools; therefore, setup parameters for all jobs over a period of several months may be input at once. Once parameters are inputted, simple tool-referencing instructions in the NC program automatically call up the adaptive control's algorithms for each tool.
The device also records performance data for each tool used during cutting. This data, which includes cutting time, tool wear and percentage of time savings, may be displayed on the screen at any stage in between operations. In this way, the unit provides statistical reports on overall cutting times and tool conditions.
Multiple Benefits
3-D has achieved savings of 23% in rough milling and 7% in semi-finish milling using the adaptive control system on its VMCs. Sister company Urgent Plastic Services, which provides in-house injection molding and patternmaking capabilities, also has increased productivity in its roughing stages by approximately 26% using the system.
"Using OptiMil is like having an operator standing at the machine who speeds up or slows down the feed according to the spindle load," says Urgent Plastics operations director David Krajci. "It reduces our cutting cycle times significantly."
The device's effect on roughing and semi-finishing operations is substantial, but it also helps prevent tool breakage, especially when finishing inside sharp corners. As a result, programmers can be more aggressive and program feeds as though tools were always new and sharp. During cutting, the device automatically compensates for tool wear so cycle times are always minimized and not traded off against wear.
"In the first few phases, we definitely saw a decrease in tool breakage," says 3-D's Peterson. "We've become more clever about when we change tools, because we can better detect when inserts are getting dull. We used to run until the tool just gave out, which caused great disruption. OptiMil gives us a quantitative indication of tool wear."
The unit also provides automatic spindle overload protection. When it detects a problem, it sounds an alarm and will, if necessary, stop the feed, retract the part, and shut down the machine. The alarm feature is easy to use and allows the user to stop or slow the cutting process per pre-programmed user specifications.
OMAT Control Technologies, P.O. Box 34272, 5 Nahum Hafzadi St., Jerusalem, Area Code 91341, Israel. Phone 011-972-2-6510310; fax 011-972-2-6511786.